
技术文档
当前位置:新乡市百盛机械有限公司 > 技术文档 >
大型链板式斗式提升机斗链的快速更换方法
南化公司硫基复合肥装置使用的2101斗式提升机原为24万t/a磷钱配套的重载链板式提升机。其型号为TB610一XZ1,外型尺寸1.35m X 1.75m X33.477m,总量48.56 t,电机功率90kW,转速1480r/min,减速机型号ZYS一280、传动比i=25,料斗T型、斗宽610 mm,斗距457.2mm,牵引链条为板式套筒滚子双排链、节距228.6mm, 2条、线速度40m/min。该机进料方式为重力流入式,被输送物料是从底部壳体的进料口均匀进入;出料形式为重力旋转抛物式;物料温度约65 -85 ℃,输送能力为180t /h(物料堆积密度0.8t/m3),返料斗提机高度为31m。
根据设计规定,链板斗提机在额定负荷下连续运行7200h左右就要对斗链进行一次全面检查;连续运行1 X104h左右,就要对链板和料斗进行更换。在新装置安装和生产任务不紧时,更换斗提机内链和料斗通常用7到10d时间。但在装置运行一段时间后停车修理更换斗链,不太可能给出如此充足的更换时间。因此,如何通过科学手段,合理、高效地更换大型斗提机斗链是摆在我们面前的一道难题。
1、常规更换斗提机斗链的方法和存在的问题
通常情况下,更换链板式斗提机斗链采取以下方法:1)清理斗提机斗子及箱体内的积料;2)采用回转法将旧斗链割除并移出斗提机箱体内;3)将新链板从上至下双向挂入斗提机内并接头;4)安装传动装置并连接传动链条;5)盘车或分段运转依次将料斗逐个装上;6)斗提机空负荷试运行并紧固所有料斗固定螺栓,并将其用电焊点固;7)调整斗提机底部重锤位置并带料试运行。
以上步骤既复杂,又繁琐,而且施工难度大,安全可靠性差。具体表现在:1)由于采取回转法拆除料斗极易产生单侧偏重,单侧料斗拆除60%后,另一侧拆除时斗链极容易卡在箱体滑道内无法拆除;2)需投入施工劳力多,且安全可靠性差。
鉴于以上原因,要求优化更换工艺和工序,以满足化工生产需要。
2、链板式斗提机斗链快速更换新方法
2.1斗链更换新方法
拟借鉴皮带机橡胶带以旧带带新带滚动式更换的方法来更换斗提机斗链(一般更换皮带运输机橡胶带时,可先将新橡胶带一段从皮带机尾部覆盖于旧橡胶带上,用棕绳将两者绑扎在一起,然后转动皮带机,一圈下来,新橡胶带就完全覆盖在旧皮带机上。然后割断旧橡胶带并将其拉出,同时将新橡胶带头粘接上,即完成皮带机橡胶带更换)。
斗提机不同于皮带运输机,斗链是封闭于斗提机箱体中,斗链运行时容易与箱体相碰撞并卡死。而且斗链全是用刚性强的钢材制作,自行弯曲运行能力差,一旦被箱体刮住,极有可能出现事故。
最后我们选定了“三点生根加一突破口”的方法更换斗提机斗链(见图1),具体方法如下。
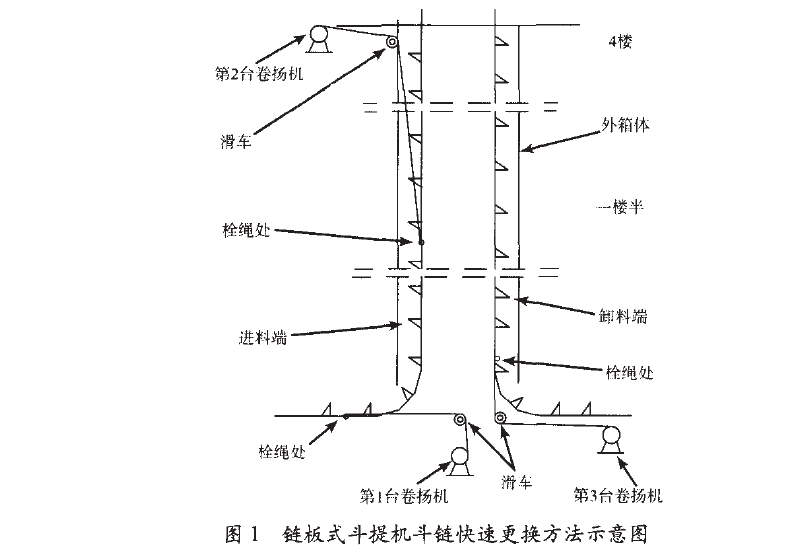
1)模仿皮带机更换输送带的方法,首先将斗提机尾部链条割断,分成进料侧和出料侧两段,整个斗链在箱体内形成一倒“U”形结构,即上述的“一个突破口”。
2)在整个倒“U”形斗链上设置3个牵引或称之为拉动斗链移动的生根点,也即上述的“三点生根”,其中在进出斗链侧分别各设置1个。
3) 在进斗链侧分别设置两个提升点,第1个主动提升斗链的点设置于斗提机底部箱体中侧,即在进料端和出料端中间,其牵引钢丝绳拴在进料侧箱体外约2m处,但钢丝绳必须设置于进料侧斗链里侧,以便于牵引;此处设置的1台卷扬机通过滑车置于底部箱体侧面;它的主要作用是将新旧斗链接头后在突破口处新斗链能匀速往进料端箱体内输送。第2个主动提升点设置于4楼进料侧观察孔处,此处也设置1个滑车和1台卷扬机;钢丝绳的起吊点则设置于1楼半的进料端侧,此钢丝绳置于进料端料斗开口侧,用以匀速向上提升进料侧料斗。第3个拖拉点设置于出料端正前方外侧,用以拖拉在重力作用下向下滑动移出的旧斗链;此处钢丝绳的牵引点是在该段斗链的最前方。
4) 在实施这一方案前应做好以下工作:①首先将斗提机传动装置全部与本体脱离,但止逆器不得脱离;②斗提机进料侧料斗内积料应全部清理干净,箱体内影响斗链自由滑动的积料也应清理干净;③斗提机底部箱体进料侧和卸料侧箱体板应气割出高1.8 m、宽1.1 m的长方形孔,以便于斗链进出;④新斗链与料斗应事先连接好至少6m长一段,以缩短整体安装时间;⑤将顶部上盖拆除,并派专人在此处对链板适量加机油润滑,以减轻人工转动时的阻力。
5)实施这一方案最重要的环节是3个主动点的卷扬机必须同步和匀速运行,不得有抢先或拖后现象,特别是最后一个拖拉卷扬机不得抢先快速向外拖拉,否则会造成卷扬机或斗链拉断的事故。
6)在向箱体内输送新斗链或向外拖拉旧斗链时,一般每次最多可匀速运行1.5至2.0 m,然后重新绑扎新的起点,以此类推,往复进行。
7)在新斗链完全替换旧斗链后,割除旧斗链,并将新斗链的倒“U”形口封上,形成“O"封闭环。
8)依次点固料斗固定螺栓尾部,恢复传动装置和上盖,进行整机试运行及完善工作。
采取以上更换方法仅用不到3d的时间,比常规方法缩短2 -4 d,且完全达到安装技术要求。
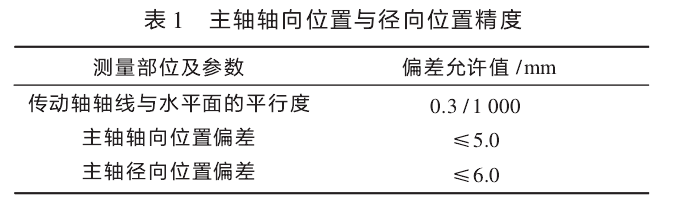
2.2安装技术要求(见表1)
3、经济效益估算
常规更换同类斗提机按6d计算,本次优化更换仅用了3d时间,比计划提前3d,按硫基复合肥(单价1 500元/t)日产量800 t,每吨产品效益220元,则可多创产值为:800 X3 X1 500 X 10-4 =360.0万元;多创直接效益:800 X 3 X 220 X 10-4 =52.8万元,经济效益十分可观。
与此同时,这一斗链更换新法为我公司大型链板式斗提机斗链更换闯出了一条新路,也为国内同类企业更换斗链提供了可以借鉴的经验。