
技术文档
当前位置:新乡市百盛机械有限公司 > 技术文档 >
尿素装置斗式提升机故障分析及改进
1、斗式提升机出现的故障及原因分析
1.1 斗式提升机故障
大颗粒尿素装置斗提机U-JD601是从意大利PENNATI公司引进的带式斗式提升机,斗提机投运后,皮带出现东西方向跑偏,皮带跑出滚筒边缘,出现皮带、皮带夹板及料斗与斗提机箱体内壁碰撞现象。为防止皮带跑偏,在下箱体滑板及底座上焊接了平板,中间穿M20丝杆调节滑板,即调整下滚筒东西轴颈高度。同时,为限制配重箱东西方向和南北方向的摆动,在配重箱立柱上增加了东西、南北方向的限位杆。但这些措施效果均不明显,自2000年7月1日投产,7月22日就发生皮带断裂,斗提机实际运行约195h。断口发生在皮带夹板处,即皮带在搭口处断裂,致使斗提机无法运行。
1.2 原因分析
(1) 皮带质量问题
PENNATI提供的皮带,其厚度δ为11.3mm,仅提供了皮带在常温下的皮带抗断强度为630kg/cm,并未提供所需求的在110℃下的皮带抗断强度,斗提机皮带要求耐热温度为110℃,但从运行情况来看,皮带仅在工作状态90℃左右就出现了鼓泡、分层现象,皮带厚薄不均匀,而且皮带橡胶层偏厚,其强度受到一定影响。
(2) 皮带夹板问题
PENNATI提供的皮带连接夹板厚度为10mm,且为单排10颗M24螺栓连接。该夹板厚度偏薄,导致其强度及刚度下降,受力后夹板变形大。根据调查和所接触厂家来看,结合斗提机载荷情况,我们认为PENNATI提供的夹板不符合要求。
由于皮带厚薄不均匀,皮带夹板偏薄,螺栓上紧后,夹板本身存在变形,加上皮带橡胶偏厚、压缩性大,在高温110℃下,螺栓伸长,皮带变软,造成夹板间摩擦力降低,压紧力不够,使皮带抗剪切力减弱,造成皮带断裂。所以,由于皮带本身质量问题,加上皮带夹板偏薄,是造成这次皮带断裂的主要原因。这一点PENNATI公司也表示认可。
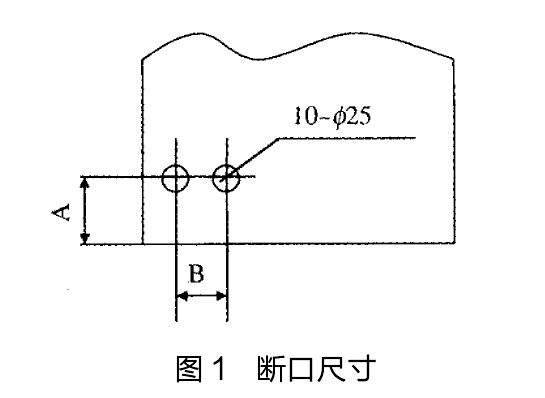
(3) 断口尺寸影响
如图1所示,尺寸A偏小,对断裂有影响。
(4) 配重过重
配重添加量为1200kg,而实际上两边用丝杆调节跑偏,丝杆附加在配重箱上的力无法估算,且应远远超过添加的配重量。
(5) 配重范围太宽
PENNATI公司提供的斗提机配重范围为800一2200kg,我们认为在斗提机转速、负荷、工作温度一定情况下,配重应在一个较小范围内(士15%)变动,PENNATI公司提供的斗提机配重并未做认真核算,这一点,PENNATI公司也答应重新做计算。
(6) 夹板螺栓紧固力矩
PENNATI公司没有根据皮带载荷及夹板结构情况计算出夹板螺栓紧固力矩,使紧固力量无法控制,有可能造成过紧或过松情况。
(7) 料斗螺栓
料斗螺栓为M10,采用的是双排(上排10颗,下排9颗)连接,PENNATI公司同样没有提供螺栓上紧力矩,同时,螺栓材料没有按要求提供不锈钢螺栓,由于频繁停车冲洗,螺栓已有被腐蚀现象。
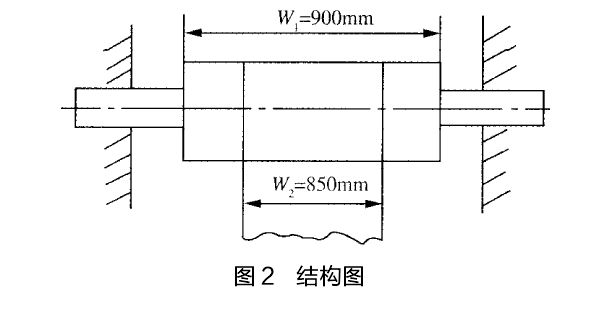
(8) 结构设计缺陷
由于皮带长度达83850mm,皮带在运行中出现跑偏现象当属正常,但在设计中,下箱体内腔净空尺寸为1030mm,下滚长度W1为900mm,皮带宽度W2为850mm,皮带若在下滚正中,两边的余量仅为25mm,如图2所示,皮带在运行中允许跑偏量较小,故皮带很容易跑出滚子边缘,造成与箱体内壁摩擦,因此,箱体空间小、下滚筒短也是造成皮带明显跑偏的主要因素。
(9) 配重滑板系统缺陷
由于下箱体及滚子存在的缺陷,皮带在运行中很容易跑偏,皮带调整非常困难,其配重支架出现变形,东西、南北方向无定位杆,支架出现晃动,轴承支架与滑板为焊接结构,轴承无法拆卸。
(10) 下端滚筒严重变形
按PENNATI公司提供的下滚筒图纸,该筋条式滚筒中间大,两端小,检测结果表明该滚筒尺寸为中间小,两端大,最大尺寸相差达1.1mm,而且某些筋条有明显变形。
2、缺陷整改措施
2.1 更换皮带
根据皮带缺陷,我们要求PENNATI公司提供一根质量更好的皮带,并请PENNATI公司提供新皮带在120℃下的质量证明书及抗断强度、正常使用寿命和相关资料。PENNATI公司提供的皮带抗断强度为830kg/cm,使用温度可达130一150℃。
2.2 皮带夹板更换
由于皮带夹板较薄,刚性差,我们要求提供更可靠的连接方式。最后,皮带夹板由原来的δ=10mm改为δ=15mm,并由原来的单排螺栓连接改为双排螺栓连接,皮带夹板由我们加工。
2.3 配重滑板系统
由于配重范围是800~2200kg,范围太广,我们要求PENNATI公司对配重予以计算,将范围缩小,最好在士15%之间波动。同时,监于滑板系统缺陷及轴承系统缺陷,我们建议采用更好的配重滑板系统,应对整个配重滑板系统进行改造。
3、检测调整措施
在处理了制造缺陷后,我们又对箱体的垂直度,上、下滚子几何中心位置等进行了调整。同时要求在皮带打孔时皮带夹板孔位尺寸应准确,两排孔中心线要平行,夹板与皮带接触面应平整,运行一段时间后应及时对夹板螺栓及料斗螺栓进行热紧。
4、结语
意大利PENNATI公司为海德鲁工艺大颗粒尿素装置配套了若干套带式斗提机。而本文是由另一家从国外公司引进的大颗粒尿素装置,该装置工艺条件要求更为苛刻,尿素造粒机内经固化干燥和冷却后,尿素粒子温度达90℃以上,提升高度达40m,因此对斗提机的皮带质量、斗式提升机跑偏的结构、配重等重新设计计算是必要的。事实证明,经设计计算并改造后的斗提机,基本满足了生产的要求。