
技术文档
当前位置:新乡市百盛机械有限公司 > 技术文档 >
NBH300H斗式提升机尾部轴承及配重装置的改进
1、提升机故障情况及原尾部结构
1.1故障情况
我公司水泥粉磨系统在2001年建成投产,出磨物料通过一台NBH300H斗式提升机输送到选粉机内。斗一式提升机输送能力最高达270 t/h,料斗线速度88.1m/min。生产中经常出现轴承损坏及滑板密封漏料的情况,污染环境并增加了工人的劳动强度,轴承损坏后直接影响到设备正常运转。
经检查分析,夏季水泥生产时,出磨物料温度高达110℃左右。随着磨机产能的提高,受提升机输送能力限制,提升机尾部积料一直较高,造成提升机滑板密封处漏料情况加剧。工人在清理地坑积料时,磨机需要减产后,才能打开尾部观察孔清理积料,影响水泥生产的正常进行。另外,漏灰易进人轴承加之高温油脂缺失较快,造成轴承频繁损坏。
1.2原尾部结构
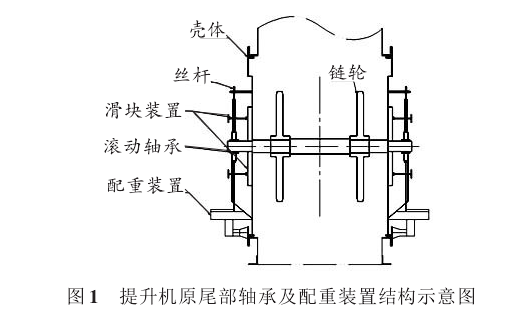
NBH300H提升机原尾部轴承及配重装置结构见图1。

斗式提升机原尾部装置采用外挂配重的结构,配重经轴承后悬挂在尾轴上,尾轴与壳体靠滑板装置密封,滑板与壳体存在相对运动,易造成漏料,当提升机尾部物料堆积较高时,会加剧这一情况。原轴承使用带滑块座顶丝外球面球轴承UCT213,两端带防尘圈,轴承内侧的防尘密封圈靠近滑板密封,密封处漏出的物料容易进入轴承内部,加快了轴承失效。
2、改进措施
2.1对斗式提升机尾部原有配重装置进行内置配重改造
通过对外挂配重重新校核后,加工配重轮安装到提升机尾轴上,注意合理控制配重轮外圆数据,以免配重轮与链条及料斗相互干涉。为节约备件采购成本,在原轴卜加工键槽及定位套,将配重轮安装到尾轴上。尾轴配重轮与尾轴安装图见图2。
2.2将尾轴滚动轴承改造为无需润滑的耐磨轴套
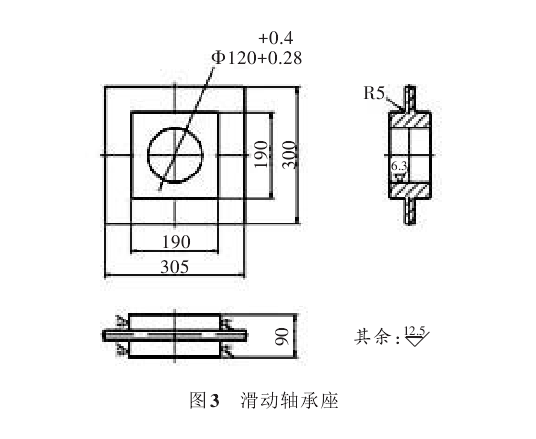
鉴于该处轴承工况较为恶劣,根据实际情况综合考虑,决定在此处使用耐磨轴套设计,将原滚动轴承改造为无需润滑的耐磨轴套,滑动轴承座材料选择耐磨铸铁,轴套材质为“45钢表面淬火,年综合磨损量为1~2 mm,寿命较长,且更换方便。耐磨滑动轴承座设计见图3,滑动轴承套设计见图4。

2.3改进后的提升机尾部装置
斗式提升机尾部轴承及配重装置经过改进后,其装配示意见图5。
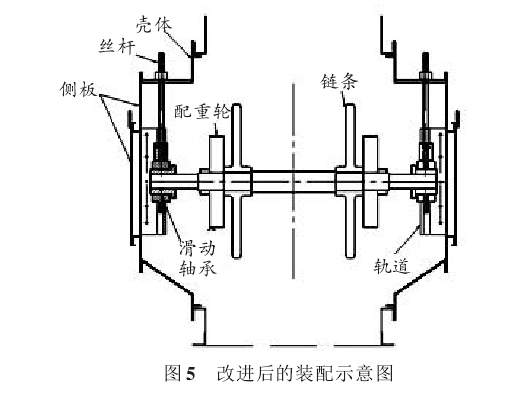
如图5所示,通过对丝杆、侧板、配重轮、滑动轴承、轨道等的重新设计、加工,完成此次改进。改进后的滑动轴承通过轨道实现尾轮定位,通过调整丝杆可控制壳体的卜窜量。
3、结语
此次改造中,在不更换尾轴和尾部壳体的情况下,采取了以下措施:①通过将原重力式外置配重装置改造为内置配重轮,外置滚动轴承改造为耐磨轴套;②设置调节丝杠和检修门、观察门等措施;③使尾部轴承、配重、尾轴等全部零部件内置于尾部壳体内。
通过此次改进,彻底解决了尾部漏料及轴承频繁损坏的问题,保障了水泥生产的正常进行。同时,也改善了工作环境,减轻了工人的劳动强度。现在提升机运行平稳可靠。