


技术文档
当前位置:新乡市百盛机械有限公司 > 技术文档 >
斗式提升机链条的整改
1 前言
斗式提升机是熔炼区域关键设备之一,其用途为把贫化电炉内排出的炉渣运送到渣仓中。斗式提升机有两台,一开一备,如果设备出现故障,就会影响闪速炉的作业率,这就要求设备必须运行可靠,故障率低。金隆公司的斗式提升机由南昌设计院参照贵溪冶炼厂日本产的斗式提升机原图设计,铜陵有色机械总厂制作。由于南昌设计院对原设计吸收不完善,对其关键部件没有明确标注加工工艺,导致斗式提升机故障频繁,其使用寿命还不到2个月。金隆公司自1997年4月份投料生产运行以来,仅5、6、7、8月份因斗式提升机故障引起闪速炉停料时间就达140多个小时。严重地影响了闪速炉作业率,情况统计见表1。斗式提升机每次故障,均要化费大量人力物力来维修,且现场工作环境差,交叉作业时还存在安全隐患。为了改善这种状况,我们对斗式提升机的链条的尺寸、材质、结构形式及热处理工艺进行了改进,并进行了大量的现场试验, 终于使其使用寿命超过了国内同类产品。
| 表1 斗式提升机故障引起闪速炉停料统计 | |||||||||
| 月份 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 故障次数 | 7 | 8 | 10 | 15 | 2 | 11 | 4 | ||
| 影响FF停料时间/h | 48 | 80 | 4 | 12 | 3 | ||||
2 性能参数及功率核算
运输能力: 85t /h
电机: 22kW× 380V× 970r /min
减速机速比: I= 87
小齿轮齿数: Z1= 21
大齿轮齿数: Z2= 64
倾斜角度: 61°
链斗节距: P= 500mm
链斗容积: V= 0. 097m3
链斗数量: 81个
头、尾轮中心距: L= 18750mm
头轮节圆直径: 950mm
渣比重: V= 1. 5t /m3
水淬水: 循环水
功率计算
链条速度:
S = 970× 1 /87× 21 /64× 0. 95× 3. 14
= 10. 9m /min
最大运输量:
Q= 60×V× S×V/P
= 60× 0. 097× 10. 9× 1. 5 /0. 5
= 190t /h
链斗、链条重量:
M = 60× 1 /0. 5+ 37× 2
= 1940N /m
取M= 2000N /m
输送物重量:
W = 0. 097× 1500× 1 /0. 5
= 2910N /m
重侧斗运行总阻力T1的计算
重侧斗及物料总重:
G1= L (M+ W )
= 18. 75( 2000+ 2910)
= 92060N
1) 当滚轮不转动时,按滑动摩擦计算重侧斜
坡段阻力
F1= G1co sTf+ G1sinT
= 92060( 0. 1× cos61°+ sin61°)
= 84980N
式中 f —— 滑动摩擦系数,取f = 0. 1。
2) 当滚轮转动时,按滚动摩擦计算重侧斜坡段阻力
F2= G1_ co sT/R+ G1 sinT
= 92060( 0. 5× cos61°/50+ sin61°)
= 80940N
式中 —— 滚动摩擦系数,取 = 0. 5mm;
R— — 滚轮半径, R= 50mm。
考虑到运行中滚轮有转有不转的,应按两种情况综合考虑,再考虑滚轮轮毂与滚轮轴颈间的摩擦阻力矩(根椐经验可取综合阻力的5% )。
重侧斜坡段最大阻力T1
T1= 1. 05( F1+ F2 ) /2+ q
= 1. 05( 84980+ 80940) /2+ 5000
= 92110N
式中 q—— 链斗在尾轮处翻转时的阻力,取经验
值q= 5000N。
轻侧斗运行总阻力T2的计算斗总重:
G2= L M= 18. 75× 2000= 37500N
1) 按滑动摩擦计算轻侧斜坡段阻力F3
F3= G2 sinT- G2 f co sT
= 37500× ( sin61°- 0. 1× co s61°)
= 30980N
2) 按滚动摩擦计算轻侧斜段阻力F4
F4= G2 sinT- G2_ co sT/R
= 37500× ( sin 61°- 0. 5× co s61°/50)
= 32620N
综合考虑后
T2= 1. 05( 30980+ 32620) /2= 33390N
头部星轮与链节及轴承摩擦阻力F5
F5= 0. 05( T1+ T2 )
= 0. 05× ( 92110+ 33390)
= 6280N
星轮最大回转阻力P 的计算
P = T1 - T2+ F5
= 92110- 33390+ 6280
= 65000N
电机功率计算
N = K PV /1020Z( kW)
式中 K— — 电机功率贮备系数, 对于运行速度
较低的斜坡提升设备,考虑到正常
负载起动时动负荷,取K= 1. 3。
Z—— 传动总效率, 取0. 9。
则
N = KP V /1020Z
= 1. 3× 65000× 10. 9 / ( 1020× 60× 0. 9)
= 16. 7kW
电机选用22kW。
3 链条的改进
选用的电机功率已足够。从斗式提升机所发生的故障来看,主要表现在以下几个方面:
1) 初期,主要是销轴断裂频繁,在其运行一个月后,每天都出现断销现象。
2) 中期,伴随链条断,链斗变形拉翻。
3) 后期,销轴、链条、销套均出现断裂现象。
我们分析其故障原因, 对销轴强度进行核算,并在现场进行对比实验, 在多次实践的基础上对链条作出如下的改进措施:
3. 1 尺寸上的改变
1) 销轴的直径增大,由 22mm 加大到26mm。
2) 销套加厚,内、外径由 22mm× 28mm加大到 26mm× 34mm。
3) 链板加宽,由64mm加大到74mm。
链条经过改进后, 其强度大大加强了,安全系数提高了,保证了链条在正常运行时具有足够的强度要求。
改进前和改进后对不同材质的安全系数计算对比如下:
销轴剪切应力:
f= T /A= T1 /2A= 92110× 4 /2×c× d2
式中 T—— 每条链条最大拉力;
A—— 剪切面面积。
| eb/MPa | es/MPa | W% | J% | |
| 3Cr13 | 750.0 | 551.0 | 12 | 40 |
| 40Cr | 1000.0 | 801.0 | 9 | 45 |
| 38CrSi | 1000.0 | 852.0 | 12 | 50 |
| 20CrMnMo | 1102.0 | 801.0 | 7 | 40 |
| 销轴Φ 22 | 销轴Φ 26 | |||
| 销轴应力/MPa | 安全率/F | 销轴应力/M Pa | 安全率/F | |
| 3Cr 13 | 121. 0 | 4. 55 | 87. 0 | 6. 33 |
| 40Cr | 121. 0 | 6. 62 | 87. 0 | 9. 20 |
| 38Cr Si | 121. 0 | 7. 04 | 87. 0 | 9. 79 |
| 20CrMnMo | 121. 0 | 6. 62 | 87. 0 | 9. 20 |
安全率参考值: F= 5~ 7,当销轴直径加大到26mm后,上述四种材质均能满够要求。
计算链板的安全系数
链条最大张力为92110 /2= 46060N /条
e= 46060 / [10× ( 74- 31)× 2 ]= 53. 6MPa
S= 551. 0 /53. 6= 10. 3> 7 良好
如果链板被磨薄,链板的强度就会削弱, 安全系数降低。
挤压强度校核
销轴与套筒间
P = T / (d× L )
= 46060 /( 2. 6× 8. 2)
= 2160kPa < 2300k Pa 良好
当链条的尺寸变大以后,链条的强度能满足要求。
3. 2 链条材质变更
斗式提升机使用的环境恶劣,链条从水中到空气中,又从空气中返回到水中,这样反复循环。使用的水为循环水,水温为70°C~ 80℃ , PH值在5. 6~ 9. 2范围内变动,存在一定的腐蚀性, 当链条进入空气中时,又被大量水蒸汽所包围, 其温度为200℃左右,这又加大了腐蚀性。因而选用链条材质既要考虑其耐磨性,又要考虑其耐腐蚀性。从材料的机械性能来考虑, 选用3Cr 13最合适,但热处理工艺较复杂,很难掌握。如应力未消除,脆性较大, 销轴易断。在第一次改进时, 我们考虑其耐磨性为主要问题点, 销轴的材质选用强度很好的20CrMnMo ,销轴的安全系数加大,链条的寿命相应增加。销套、滚子、链板仍使用强度较好的不锈钢材质3Cr 13。经过改进后的链条投入使用后, 运行3个月无故障,改进取得了初步成功。随着运行时间的推移,新的问题又出现了,链板与销轴配合存在较大的间隙,销子在此处腐蚀与磨损交替进行,使其间隙在进一步增大, 链条的节距也在增加,因张紧未能及时调整, 此链条运行不到4个月时,因链条过松,链斗被拉翻而停机。我们对此链条的薄弱点进行分析总结: 销轴磨损最大为1. 5mm,销套磨损达2mm, 链板孔径磨损达3mm,板厚磨损达3mm~ 5mm。因链条的腐蚀磨损,导致以下问题:
1) 销轴与链板接触处间隙过大,链条节距加大,运行状况渐差,且链板强度削弱。
2) 链板磨损严重,链板强度进一步削弱,且轴向间隙增大,内链板易从销套上脱离, 造成链条的运行状况很差,链条易被拉坏。
针对上述问题点,我们对链条做了第二次改进:
1) 链条销轴的材质改为3Cr13,改进其热处理工艺。
2) 改进链条的结构形式,在链板上增加耐磨片,消除链板的磨损。
3. 3 热处理工艺上的改进
原先图纸上链条加工无热处理要求,这严重地影响了其使用寿命。我们根据材质的性能,并结合现场实际使用状况提出了热处理的要求。3Cr13为马氏体型不锈钢,热处理采用淬火加中温回火。淬火温度的选择,既要考虑到钢的耐腐蚀性能,也要照顾到钢的综合机械性能。淬火温度范围控制在1000°C~ 1020℃ ,油淬。低于1000℃淬火,碳化物熔解不充分,耐蚀性较低,尤其是容易产生晶界腐蚀,强度、冲击韧性也不高,其中网状碳化物对冲击韧性影响更大。但是高于1020℃淬火,则奥氏体晶粒会迅速长大, 残余奥氏体量增加,也导致机械性能降低。另一方面,淬火温度过高,回火时碳化物析出强烈,也降低了不锈钢使用时的耐腐蚀性能。
3Cr13淬火后大量的铬、碳保留在基体组织马氏体内,不仅硬度高,耐腐蚀性能也很好。但是淬火马氏体是一种内应力很高的不稳定的组织,必须及时进行回火。否则,会引起开裂。因要求其耐腐蚀,还要求有较高硬度和韧性,所以采用480°C~ 500℃的中温回火, 水淬。回火后获得回火屈氏体组织,淬火应力得以消除,钢的耐腐蚀性、硬度、强度都很好。回火采用水淬, 以抑制回火脆性。
链条的磨损件分别为销轴、销套、滚子,综合考虑其磨损量, 各部件表面硬度分别控制为:HRC42— 45、HRC36— 38、HRC40— 43。通过热处理工艺的改进,销轴使用状况良好,经6个月运行后,我们对销轴进行了检测: 共断销轴8根,从断口看均为脆断。其硬度达到HRC55以上,内应力未完全消除。据厂家解释,是因8根销轴位于炉口边所致。销轴的最大磨损量不超过去1mm。因而只要控制好炉温,销轴的材质选用3Cr 13完全能胜任其耐磨性和耐腐蚀性要求。
3. 4 结构形式的改进
滚子在转动时, 滚子与链板相磨, 且链条在头轮处翻转时,内、外链板又相磨,经过3个多月的磨损,链板的磨损量达4mm以上,并且越来越严重。链板磨损后,链条轴向间隙增大,滚子运行出现摆动现象,这又加大了链条的磨损。又由于轴向间隙增大,内链板易从销套上脱落, 造成两边链板错位,受力不均,磨损加大,其寿命将大大的缩短。针对这类问题,我们对链板结构做了改进, 见图1, a)为改进前链条结构, b )为改进后链条结构。在链板的磨损处增加3mm的耐磨片,其材质为3Cr13,淬火硬度达HRC40, 点焊在链板上。
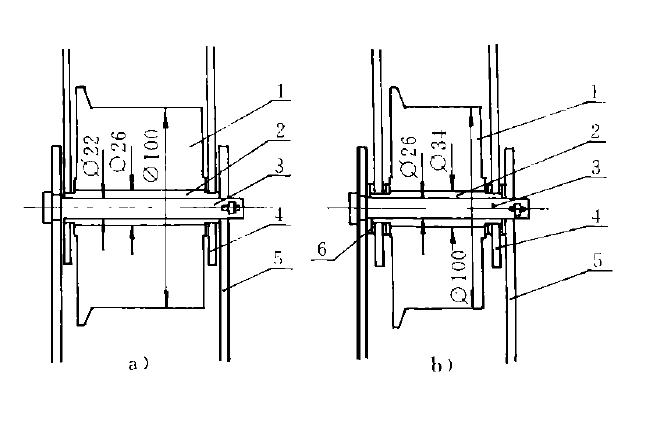
图1 链条结构形式
1—— 滚子; 2— — 销套; 3— — 销轴; 4—— 内链板; 5— — 外链板; 6— — 耐磨片
第二次改进的链条自1998年5月份投入使用以后,除8根销轴因热处理不过关出现脆断外,未出现任何故障,已安全地使用了7个多月了,超过了原计划6个月的使用寿命。
4 改进效果
1) 改进前, 斗式提升机运行时间不足两个月,每年大约需要7条链,且要化费大量的人力物力来更换链条和清渣工作。改进后,运行时间已超过7个月,一年仅需2~ 3根链条,每年节约备件费约120万元以上。
2) 改进前,斗式提升机故障频繁,仅1997上半年影响FF作业率达144h,损失约144× 5万元= 720万元。改进后,仅在停渣后, 更换8根销轴, 未影响FF投料量。
3) 原计划用50万元进口一条链条,因改进效果较好已取消。
4) 据我们了解,国内生产的同类斗式提升机的有效使用寿命一般不超过4个月, 而经我们改进的链条寿命已超过7个月,此项改进已取得重大的成功。
5 存在的问题及改进方向
为了进一步提高链条的使用寿命,在链条运行6个月后,即1998年11月月修时,我们拆卸状况较差的三节链条进行检测分析, 其情况如下: 销轴磨损1mm,销套磨损3mm~ 4mm,链板厚磨损不到1mm,极少数耐磨片脱落,孔眼增大3mm,滚子内、外径磨损不到2mm。从这条链条使用状况看,主要问题在以下两个方面:
1) 销套的磨损过大。
2) 链板孔眼磨损过大。针对这种问题, 我们对链条进行第三轮改进。1) 销套外径尺寸由 34mm 增大到40mm,以增加其消耗量。
2) 重新制定磨损件的表面硬度,把滚子的硬度变为最低,使其为消耗件, 因它的消耗不影响整机的运行效果。
3) 链板的孔眼面要求平整,与销轴的配合为过盈配合,过盈量在100μm~ 150μm。
4) 链板孔表面进行淬火,其硬度为HB300以上,以增加其耐磨性。
5) 冲渣水为循环水,水温居高不下,且PH值为8. 5左右,加大了化学腐蚀,如把闪速炉冷却水回水溢流部分引入到二次渣池中,不仅可降低水温,而且可保证PH值接近中性,腐蚀性将大大好转,此时,销轴的材质可使用20CrMnMo ,链板的材质使用65Mn,以降低备件成本。经过这次改进,链条的使用寿命有望达到一年。
6 结语
斗式提升机的正常运行是保证闪速炉连续作业的关键设备之一。斗式提升机原来故障率高,维护量大, 并影响闪速炉投料达140多个小时,是典型的危机设备。我们根据现场的使用情况,经过多次试验和改进,使链条的使用寿命大大地超过了国内同类产品,链条无故障的运行达7个月, 并对链条的薄弱点进行分析且做出进一步改进,其使用寿命能进一步得到提高。