


技术文档
当前位置:新乡市百盛机械有限公司 > 技术文档 >
斗式提升机的回流因素分析
斗式提升机在运行中,如果在下行机筒或上行机筒中有物料自机头部位向下掸落,这种现象就是回流。出现回流的提升机,以离心式卸料型式居多,输送的物料多为颗料状,也有小片状或碎粒粉混合物。回料太多,将使斗式提升机的输送量下降,粮粒的破碎率增高。对于大运量的提升机,还会破坏驱动机构的部件,譬如烧毁电动机、拉断三角带或者使液力偶合器喷油,这其中出现任何一种情况,都会使生产中断,造成经济损失。为使斗式提升机能达到其工艺性能要求并安全可靠运行,在国家行业标准SB/T10081-92中,对粮食斗式提升机的回流量,明确规定不能超过1%。
引起回流的因素有很多,主要应从斗式提升机的卸料情况来分析。在离心式卸料的过程中,料斗绕头轮运转的切线速度及物料在斗内向外缘口滑移的速度,决定着物料抛离出料斗的瞬时速度与运动方向。另外,料斗的装满程度,决定着料斗开始卸料的时间,而卸料结束时间的早晚,则取决于料斗的几何形状。这说明,物料在机头处离开料斗后的飞行轨迹,其影响因素有:料斗线速,料斗形状及物料特性。如果机头盖子做成可以包络所有的飞行轨迹线,则抛离料斗的物料就可以不受外壳的阻挡,顺利落入出料口,这是不接触式卸料。美国GOW-ELL公司的提升机,就是这样。在大多数情况下,考虑到制造成本,把机头设计得比较小,抛出的物料擦过机头盖内壁滑向出料口,这是导向卸料。比如法国DENIS公司,瑞士BUHLER公司等制造的产品。由此可以清楚地看出,当物料确定后,是否发生回流,其决定因素就是:线速、斗形和机头形状。这也是构成斗式提升机设计的3个要素。
在1996年以前的6年中,有多种规格的粮食斗式提升机问世,比如现在普遍应用的TDTG50×18、TDTG60×23、TDTG60×33、TDTG80×46,还有TDTG36×23、TDTG48×18LTDTG120×40×2等机型、这些运量从30t/h到500t/h的提升机,对于小麦,均没有回流发生,正是基于在设计斗型,头形及选择线速上,符合了3要素相互适应,正确配合的要求。随着粮食流通工程建设的发展,粮食斗式提升机的品种和运量也在不断增加,同时,回流的现象也时有发生。当回流明显超量,就必须针对主要因素,采取有效措施,加以解决。
在某一港口的改造工程中,采购了2台600t/h慢速离心卸料型斗式提升机。试运行时,输送量未及400t/h,2台机的液力偶合器就先后喷油,站在距机筒5m外,就能听到"哗哗"的粮食在压溜管中流动的响声,打开机筒观察窗,看到下行道内粮粒如大雨般向下掸落。为了解决回流,厂家曾把机头盖顶部加高,结果毫无改观。经调查,除了机头盖开吸风口及敞开式卸爆天窗这个明显回料因素外,还发现制造厂将头轮转速由原设计的46r/min加快到52r/min,而且头轮直径也做大了20mm。无疑,速度就是回流的关键因素。而要将减速比从28调回到原设计的31.5,等于2台90kw功率的大型减速机报废。为慎重起见,须作出52r/min时的物料飞行轨迹图,与原设计转速的飞行轨迹图进行比较,以从理论上证实回流为速度加快所致。
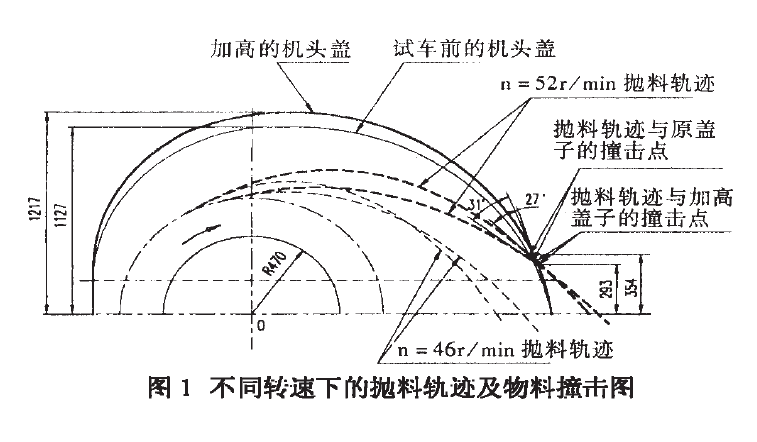
图1 不同转速下的抛廖轨迹及物料撞击图
图1就是这台回流提升机原设计转速与现实转速的物料飞行轨迹图(只绘出了卸料方位角60°和75°, 时的轨迹线)。转速加快后,物料在同一卸料方位角时的抛高与抛远距离都起了变化。将机头盖绘上后(图2)就发现,转速为52r/min的2 条轨迹线与机头曲线发生交碰,而且无论原盖或是加高盖,撞击头处两相交曲线的夹角都在27°~31°,大大超过了容许值。按经验规律,导向式的机头盖与物料飞行轨迹线的夹角,应控制在14°~18°,超出范围就会影响物料的顺利滑行,受到猛烈撞击的物料会在反弹力作用下冲向下行道。这就是理论上回流的证据。

图2 导向板安装前后的抛料轨迹
在现场,对拆下的原机头盖和后加高的盖子进行检查,看到在距法兰面以上100~200mm的内壁上,有被粮食强烈冲击的磨痕,这与飞行轨迹图上显示的完全一致。
为解决回流问题,速度必须调回到原设计值。考虑到重新订购减速机的财力问题,经与减速机厂家协商,新做一对高速齿轮(轴)拿到现场进行拆装,换上了新速比i=31.5。转速调整后,下行道回料问题完满解决。
可是,速度下降后,这2台机又出现了严重的上行道回料。制造厂家试着把加高到1217的机头降回到1127,但无效果,再降至接近原设计高度1000,仍不起作用。
上行道回料情况不多见,回料原因须综合分析。为此,对这2台设备的有关生产图纸及实物,逐一进行审查。发现冲压斗子与原设计图纸出入较大,前角明显差了12°,,横剖面上的4个圆角受拉制变形使半径变小而且外凸。(该斗子的基本形状与尺寸变化不大,所以在下行道回料分析中,不是主要因素)。这样变形的斗子,造成了物料装载过量,使开始卸料的时间提前,且抛离速度受到阻碍,物料飞不过回转中心,于是掸到上行机筒。
根治这种由斗子引起的回流,最好是重新做斗。而重新做斗、投资太大,于是想出1个方案,以非常规的办法在机头上行道一侧,内加置一块导向板(图2),该板可采用加盘直线板或者半径R3100的弧板(图中虚线示)。
当加焊了直线型导向板的机头盖,被再度吊上塔架安装好,上粮后,上行道的"大回流"立刻变成了有时有零星回流(发生在一秤放料冲击料斗至满载时)。这个结果花钱少,又解决了问题,买卖双方皆大欢喜。
上述这种采取补救措施解决回流的情况,只是个特例。一般地讲,因料斗不对引起回流的,必须更换料斗。由于三要素是在设计阶段就已经配置好的,因此若要给1台确定了速度和机头的提升机去后配料斗,就须格外谨慎。近2年,因配斗子不合原三要素要求而产生回流,又重新换斗造成经济损失的例子,已不鲜见,有的教训极为深刻。
有这样1个筒库,在工作塔内设置了4 台40M高的低速大型斗式提升机,运量300t/h ,试车时出现大量回粮,4 台液力偶合器相继喷油,下行机筒下部的泄爆窗也被积料涨破,提升机无法正常运行。
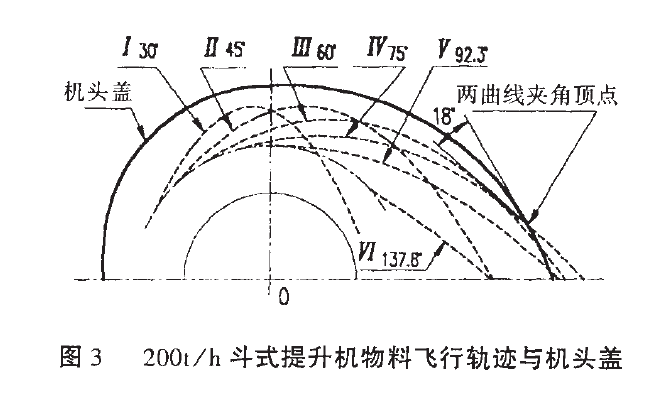
图3 不同转速下的抛廖轨迹及物料撞击图
这4台机的减速机和机头盖,是按照原设计方案中给出的速度和抛料迹图(图3)配置的。但是,在斗子的配置设计上,却犯了大忌,造出来的斗子与原设计方案的斗子,看上去好似一样,其实基本参数大相径庭。要解决回流,非换斗不可,新斗换上后,效果之好在意料之中,回流被成功地遏制。
本文以实例阐明斗式提升机的回流与速度、斗形、头形的因果关系,希望能给今后的设计工作以启示。科学的东西容不得含糊,让我们把握好三要素,降低回流的机率,使斗式提升机在粮食流通工程中更好地发挥效益。